
Note: This is a guest blog from our Adam Robinson at Cerasis. In this blog, Adam discusses the opportunities of the Internet of Things for the logistics and manufacturing industries.
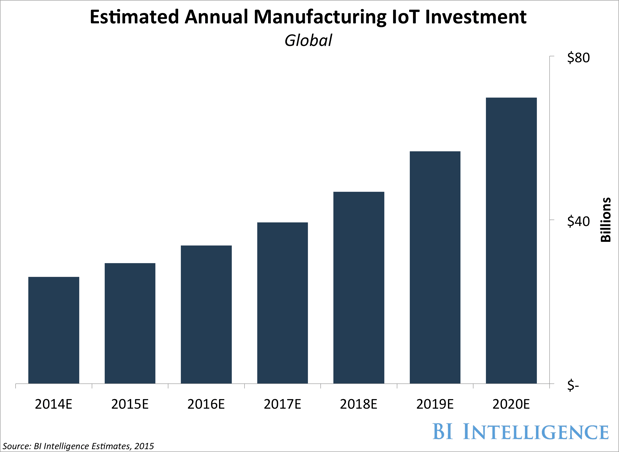
Manufacturers are set to invest up to $70 billion in the Industrial Internet of Things (IIoT) by 2020, reports John Greenough of Business Insider. However, actual investments could easily exceed these expectations. The development and deployment of autonomous vehicles, machine-to-machine communication abilities and preventative maintenance could all team up to result in even greater savings in 2016, which will further increase investments for the Industrial Internet of Things.
While leading manufacturers continue to review the scope and potential benefits of the Industrial Internet of Things the majority asserts Megan Crouse of Manufacturing.net, continue to debate the effectiveness and capacity to implement IIoTsolutions in today’s manufacturing processes. However, the Industrial Internet of Things will continue to be applied in profound, productivity-conducive ways in 2016 and beyond, and manufacturers need only look at where the IIoT was believed to be recently and where experts it to go in the next decade.
Previous Applications of the Industrial Internet of Things in Manufacturing
 In a 2012 survey by Forrester and Zebra Consulting, reports CignitiTechnologies, only 15 percent of manufacturers had implemented at least one Industrial Internet of Things solution. However, this mindset has changed. Previous applications of the IIoT in manufacturing have led to a savings of 12 percent across the industry. Additionally, overall maintenance costs have dropped by 30 percent, and predictive maintenance has reduced machine-specific failures by 70 percent, reports Louis Columbus of Forbes magazine. Since 2012, the overwhelming majority of manufacturers (63 percent) have either already implemented or are planning to implement IIoT technologies soon, but only 10 percent have already successfully built and integrated IIoT networks into the supply chain as January 31, 2016.
In a 2012 survey by Forrester and Zebra Consulting, reports CignitiTechnologies, only 15 percent of manufacturers had implemented at least one Industrial Internet of Things solution. However, this mindset has changed. Previous applications of the IIoT in manufacturing have led to a savings of 12 percent across the industry. Additionally, overall maintenance costs have dropped by 30 percent, and predictive maintenance has reduced machine-specific failures by 70 percent, reports Louis Columbus of Forbes magazine. Since 2012, the overwhelming majority of manufacturers (63 percent) have either already implemented or are planning to implement IIoT technologies soon, but only 10 percent have already successfully built and integrated IIoT networks into the supply chain as January 31, 2016.
Growth of the Industrial Internet of Things Continues
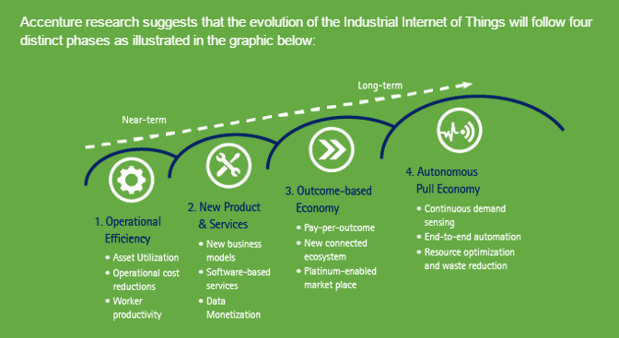
76 percent of manufacturers expect to launch Industrial Internet of Things applications and use of smart devices by the end of 2017. Growth of the IIoT will likely play out in four phases, reports Accenture Consulting. These phases include the following:
- Development of Operational Efficiency. Manufacturers will create the infrastructure to host IIoT applications through asset utilization, operational cost reductions, and worker productivity.
- Creation of New Products and Services. The Industrial Internet of Things will enable manufacturers to create new products and services, which will further drive the use and development of value-added services and a connected manufacturing-ecosystem.
- Tracking of Performance. New products and services will enable a new host of KPIs and real-time data.
- Autonomous Pull Economy. This phase will use performance measurement and management to create a supply chain that automatically adjusts and grows to meet demand without unnecessary, inefficient delays. In other words, the supply chain will become more of a hive-mind, working together to ensure the customers and retailers are always satisfied.
IIoT’s Greatest Impacts on Manufacturing
Further, Columbus goes on to state that Shipping, Logistics, and something near and dear to our heart as a transportation management solutions provider, transportation, have a great opportunity to gain efficiency for manufacturing by applying the Industrial Internet of Things, according to figure 3 below. Transportation costs are considerable for many manufacturers, and leveraging technology to make transportation more efficient, helps reduce overall costs. 27 percent of those expect the most significant changes from the Industrial Internet of Things will revolve around shipping, logistics, and transportation processes. Warehousing will follow these processes, and value-added services will continue to make up the lower half of the following graphic.
 (Source Forbes Magazine)
(Source Forbes Magazine)
Additionally, 76 percent of manufacturers expect the IIoT’s biggest opportunity to focus customer satisfaction rates, and greater productivity and higher product-quality will follow suit. However, the use of the IIoT is expected to be primarily used in smart commercial buildings, such as smart factors, reports Dick Weisinger.
Future of IIoT Applications in Manufacturing
Manufacturing will be the most affected by the Industrial Internet of Things, notes Cigniti Technologies. In fact, the manufacturing sector will gain $3.9 trillion due to use and implementation of the IIoT, and the IIoT will impact the supply chain in the following ways:
- Autonomous Vehicles Will Increase. Autonomous vehicles will help to reduce the impacts from the increasing driver shortage and improve the safety of transporters. Meanwhile, the IIoT will serve to increase compliance with regulatory measures simultaneously, such as electronic logging devices.
- Prevention of Out-of-Stock Issues. The IIoT will enable retailers to better manage inventory levels and adjust orders to meet the demands of customers from real-time data from POS transactions.
- Real-Time Tracking of Assets. A company’s worth is only as good as its current level and quality of assets. IIoT-connected devices will allow manufacturers to automatically track assets and work with suppliers in a positive, collaborative relationship.
- Pre-Emptive Solutions to Problems. Problems will arise, but the IIoT will help manufacturers determine where problems may be more likely to occur before they actually occur. For example, pre-emptive maintenance may be used to reduce machine downtime in factories.
- Address Demand Changes in Real-Time. Sudden changes in demand can take weeks to trickle down to the factory in traditional supply chains, but the IIoT will enable manufacturers to recognize demand changes in real-time, further driving better warehouse management, asset allocation, and use of the transportation management system.
Most Importantly, the IIoT will enable efficient management of the entire supply chain.
Today’s manufacturing improvements represent a fraction of how the Industrial Internet of Things will transform the industry in 2016, and manufacturers are taking notice. The global trend towards connectivity is only going to grow stronger, and manufacturers must be willing to make the investments needed in order to thrive in the coming age of autonomous, connected manufacturing. After all, the best-laid plans for manufacturers lack merit and will fail if the manufacturer avoids implementation of the Industrial Internet of Things.
